
 Доброго здоровья, энтузиасты дачжелдора и им сочувствующие!
Доброго здоровья, энтузиасты дачжелдора и им сочувствующие!
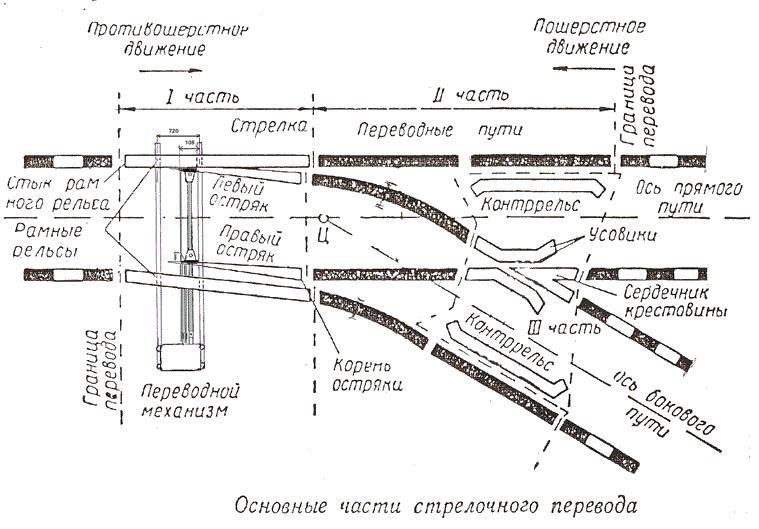
Сегодня порадую Вас материалом, который прислал на блог автор дачного трамвая Александр Васильев. Точнее будет сказать, что сегодня будет первая часть материала по изготовлению стрелочного перевода.
Материал на постсоветском пространстве, да думаю, что и гораздо дальше него, уникальный. Это не просто отчет, а подробный фотоотчет или как его назвал Александр фото пособие, по шагам рассказывающее о всех этапах проектирования, сборки и наладке весьма необходимого в деле путевого развития изделия. Думаю, что со временем он будет вынесен в специальный раздел технической помощи. А пока слово автору:
Доброго времени Михаил! Налетели белые мухи на землю и я выполняю свое обещание ))) Вести с трамвайного завода )))
Сегодня начну подробное фото пособие по изготовлению стрелочного перевода на колею 300 мм.
Для изготовления нам по требуется :
Труба профильная 40х20 стенка 3 мм 2 шт
Полоса 40х4 1 шт
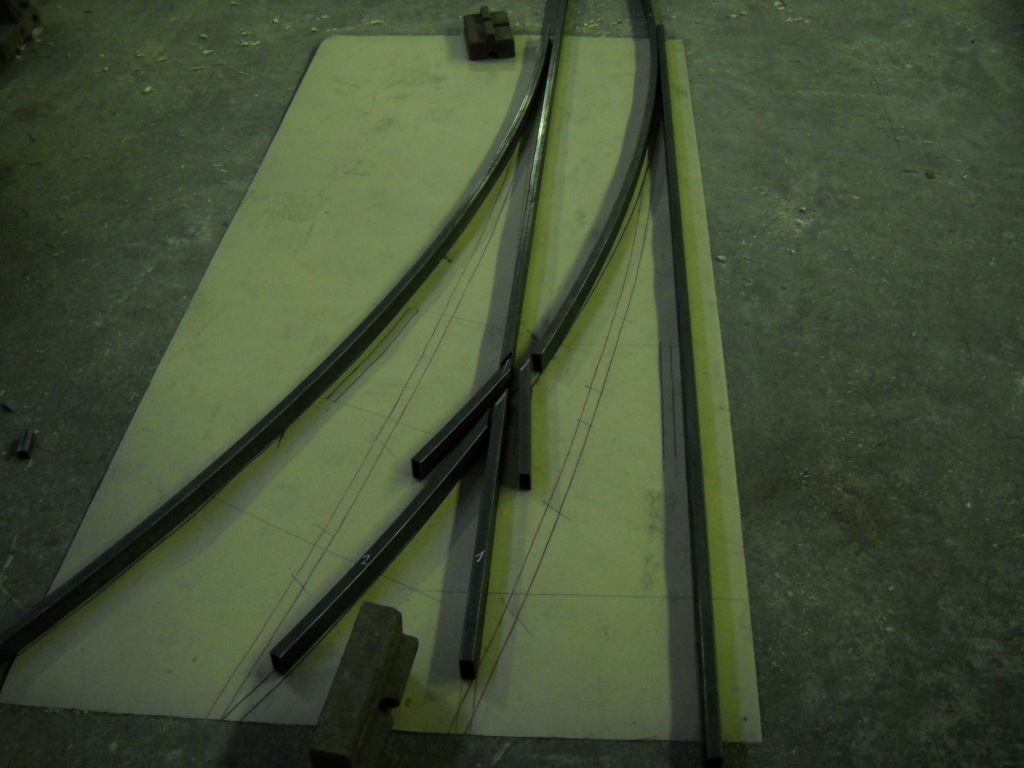
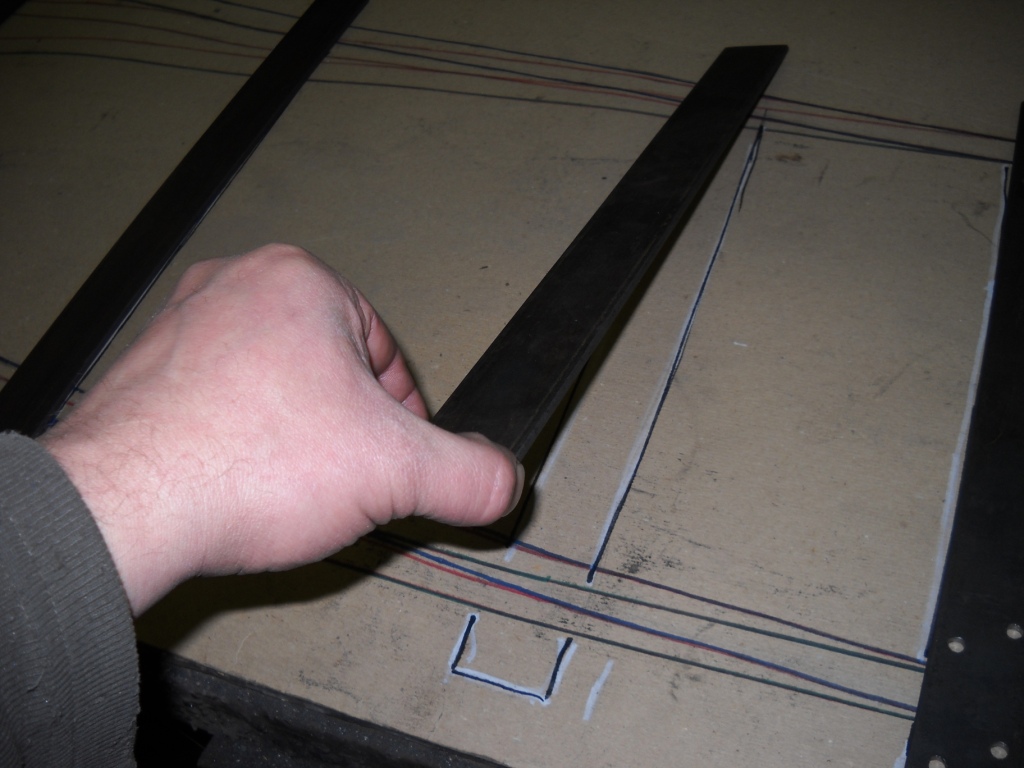
Этап 1. Чертеж
Чертим стрелочный перевод в натуральную величину. Для этого берем лист картона или оргалита, примерно 2,5х 1,2 метра и чертим две параллельные прямые. Ширина линии равна 2 см ( или как у меня контуром )
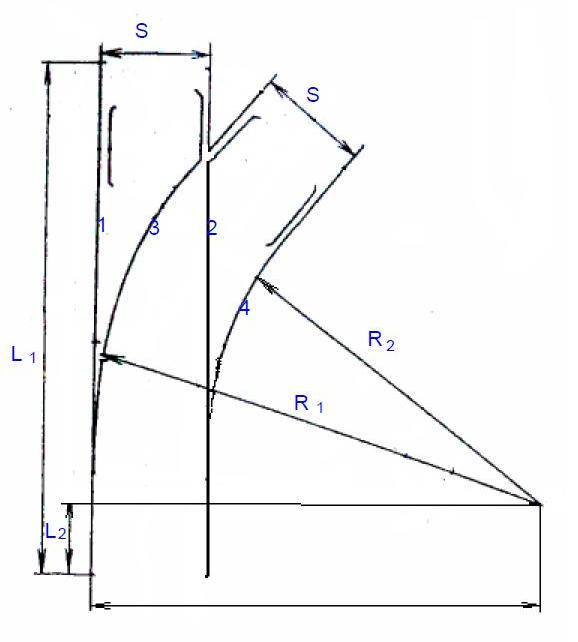
Цифрами указана очередность черчения.
L1 Общая длинна стрелочного перевода 2300-2400мм
L2 Примерно 100-150мм. Это расстояние от начала рельса до первой шпалы.
R1 Внешний радиус закругления 4500мм.
R2 Внутренний радиус закругления меньше внешнего на величину колеи 300мм.
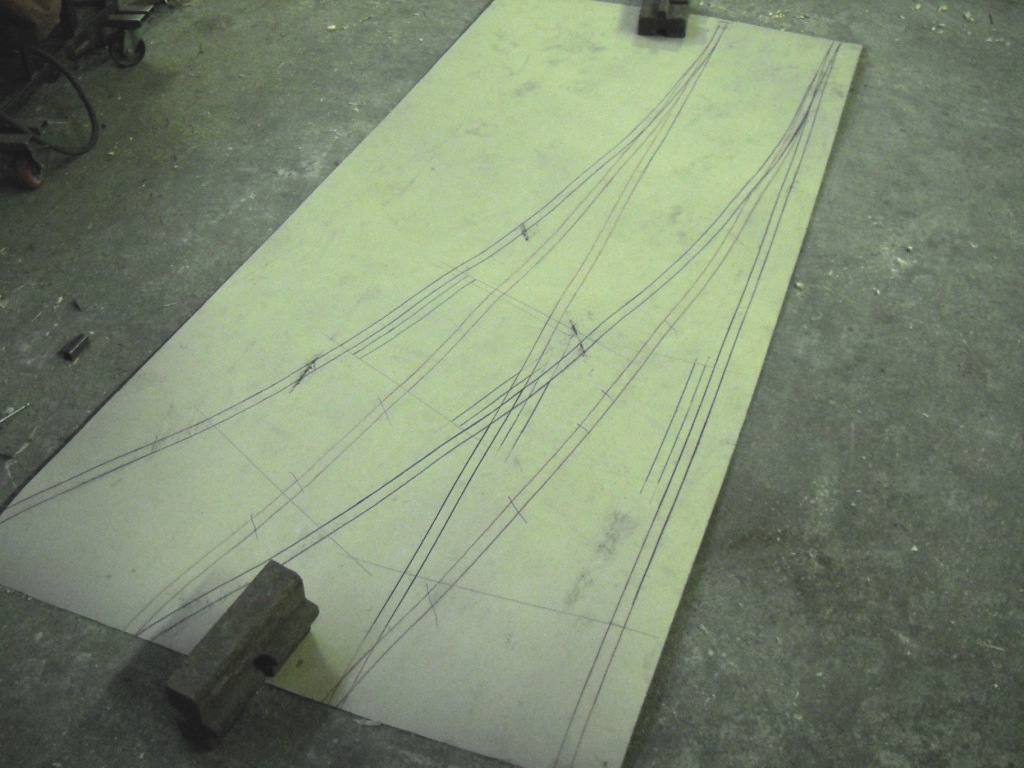
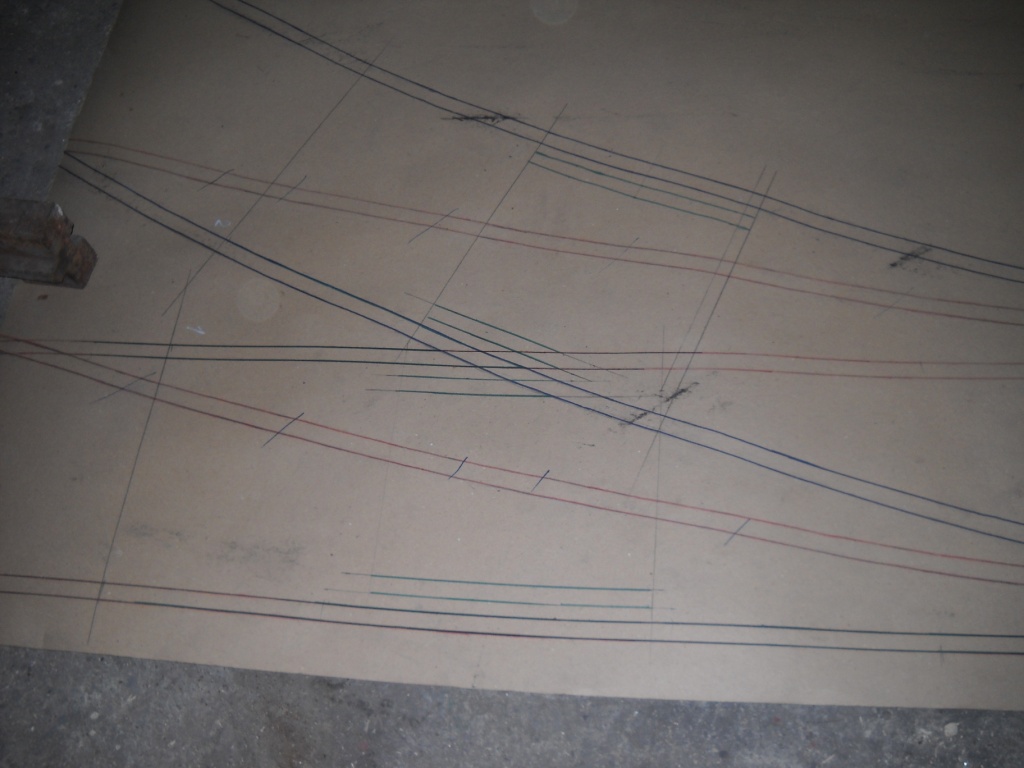
На фото чертеж в натуральную величину.
Этап 2 Изготовление деталей
Режем, загибаем, варим и зачищаем.
Один хлыст проф. трубы режим примерно по полам и гнем радиусы согласно чертежа.
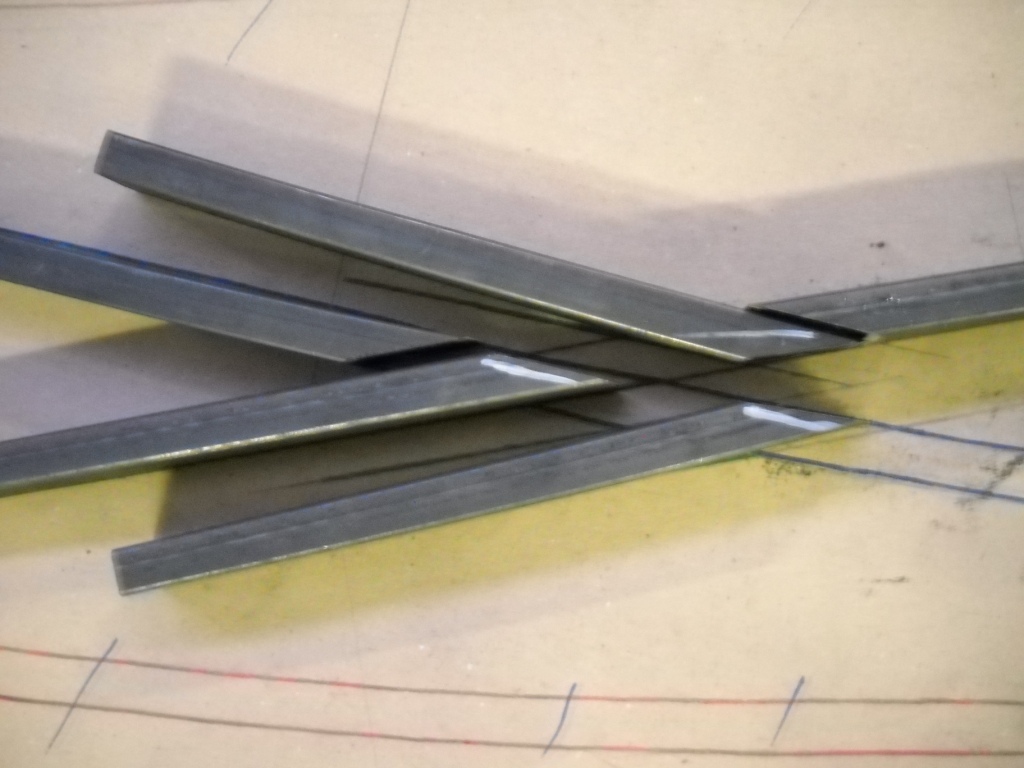
Детали усовиков и сердечника крестовины. Режим углы по чертежу. Белым маркером помечены места где будут приварены заглушки.
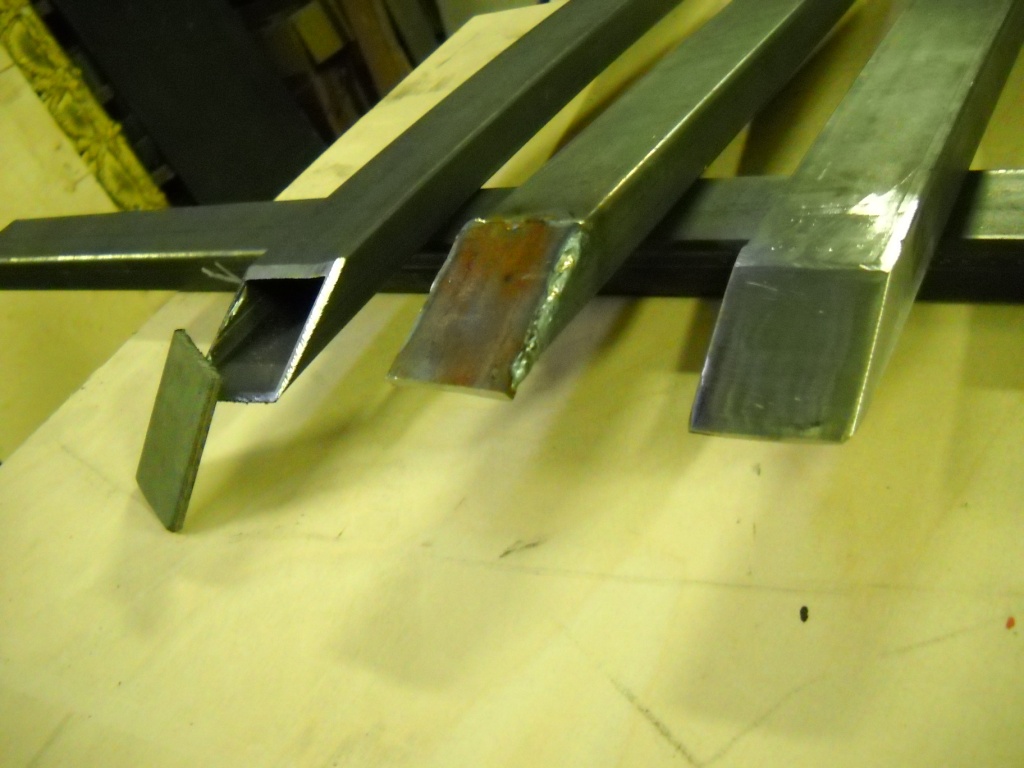
Заглушки из полосы 40х4. Привариваем и зачищаем.

Надрезаем, сгибаем, варим заглушки и зачищаем.

Режим углы на деталях 6 и 4 .

Выставляем детали на чертеже и собираем на при хватки. После проверки на соответствие чертежу, обвариваем и зачищаем.
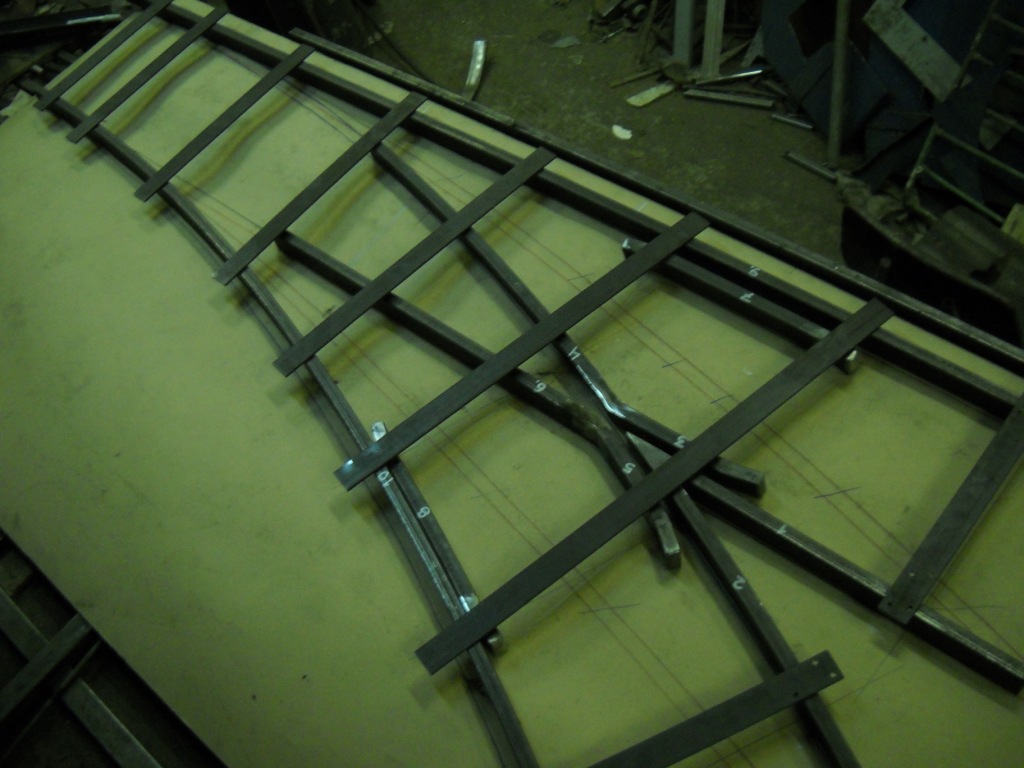
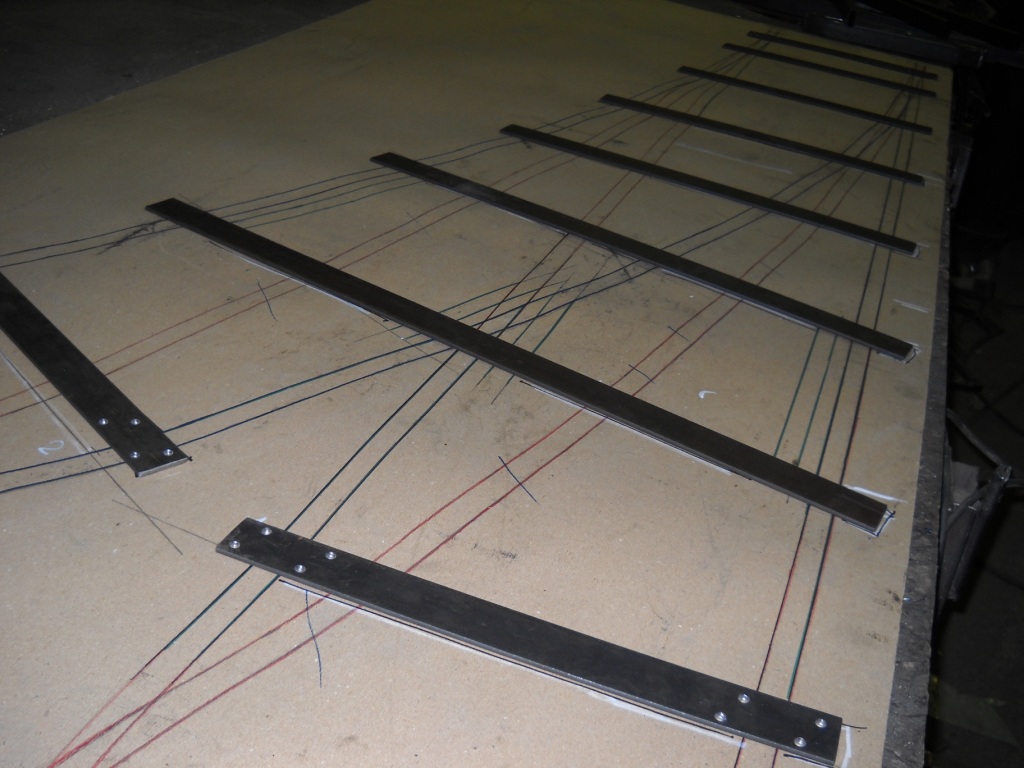
Все детали раскладываем по чертежу и прикидываем расположение силовых накладок шпал.


Переносим контур силовых накладок на чертеж.
Этап 3. Сборка стрелочного перевода.
Отложив детали в сторону, раскладываем силовые накладки.
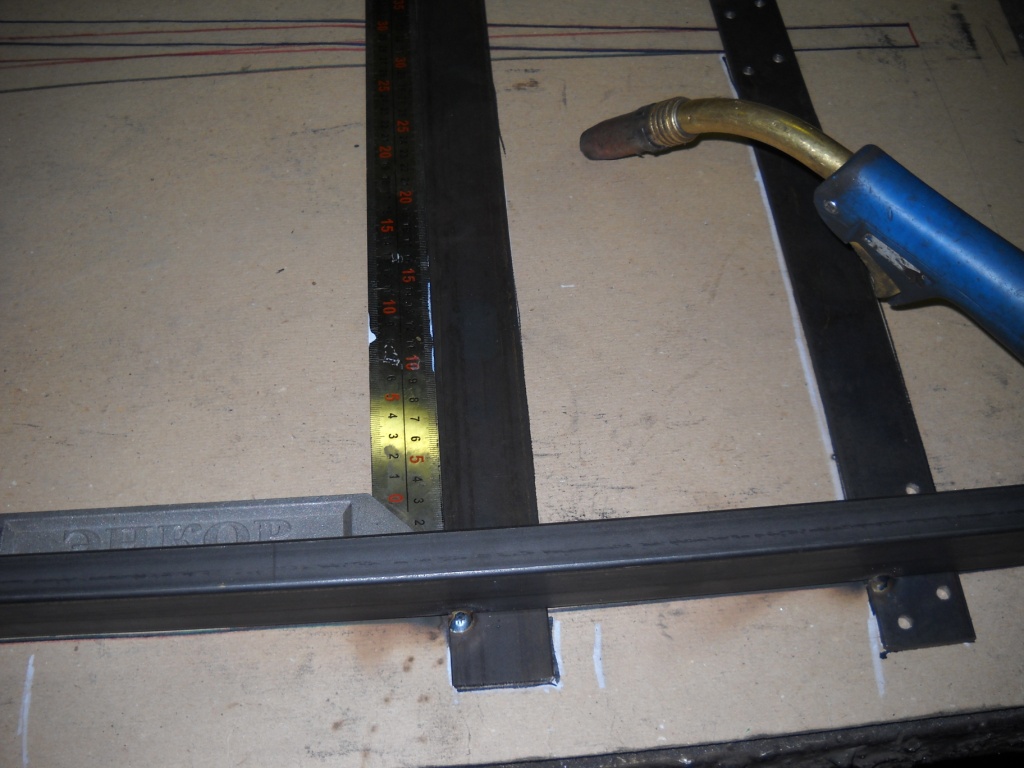

Крепим на прихватки первый рельс. Фиксация деталей струбцинами обязательна.

Для фиксации колеи пользуюсь вот таким самодельным приспособлением.

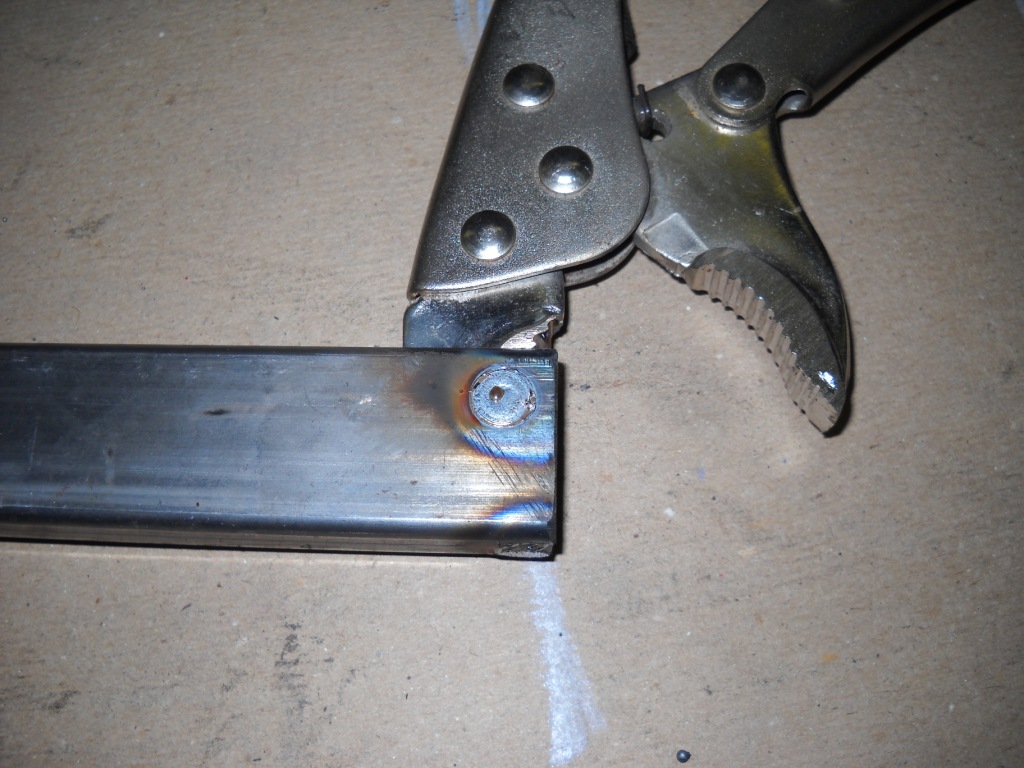
Выставляем сердечник крестовины и фиксируем сваркой.




Через прокладку ( профильная труба 30х15 ) усовик занимает свое место.
Продолжение следует !
Молодец Александр Васильев! Так держать. С нетерпением жду продолжения. Углядел у Александра полуавтомат, для сварки тонкостенного металла это лучше нежели элекродом, меньше нагрев, меньше поводки. Начинаю тихо завидовать))).С уважением Вячеслав.
Доброго времени Вячеслав! Любой полуавтомат способен варить метал толщиной до 0,5мм. После того, как 15 лет тому назад попробовал варить полуавтоматом на электрод калачом не за маниш. Хотя у полуавтомата есть и минус- баллон с углекислотой который периодически требует заправки. Даешь каждому мастеру по полуавтомату!!!)))
Приветствую Вас, Александр Владимирович! В свое время работал сменным мастером на заводе тяжелого краностроения «Январка», по началу все к сварным ходил, а потом и сам научился полуавтоматом пользоватся. У нас кроме отечественных и немецкий один был, сказка. Я весной приценивался, но так и не выбрал, а теперь трудно, по карману бьет. И брать, что непонятно, а Вы чем пользуетесь (марка) довольны? С уважением Вячеслав.
Доброго времени Вячеслав! У меня все полуавтоматы были профессиональные на 380в Пользуюсь TELWIN MASTER MIG 400 прост и надежен, 6 лет без происшествий. Дать совет не зная потребностей и бюджета сложно.